Induktiounsneutralhärtungsmaschinn fir d'Hëtzebehandlungswerkstatt, Antärkung nom Ofkillungsprozess fir Stolstangen, Eisenblieder
Produktbeschreiwung
Hei ass eng Iwwersiicht vum Prozess:
1. Austeniséierung:
De Stol gëtt op eng spezifesch Temperatur erhëtzt (dacks ongeféier 1500°F oder 815°C), wou en sech an Austenit verwandelt, eng Héichtemperaturphas vum Eisen.
2. Läschen:
De gehëtzte Stol gëtt séier ofgekillt, normalerweis an Ueleg, Waasser oder Gas, fir den Austenit a Martensit ze transforméieren, eng ganz haart awer brécheg Struktur.
3. Anhärtung:
De gehärte Stol gëtt dann op eng méi niddreg Temperatur erhëtzt, fir d'intern Spannungen ze reduzéieren an seng Zähheet ze erhéijen. Dëse Schrëtt erlaabt och d'Upassung vum gewënschten Härtheetsniveau.
D'Hongye produzéiert Induktiounsneutralhärtungsmaschinn funktionéiert fir dës Prozesser, duerch en neutralen Härtungsprozess gewannen Metalldeeler u Stäerkt a reduzéieren hir Bréchegkeet, wat se besser fir de Schnëttprozess mécht.
Applikatiounsberäich
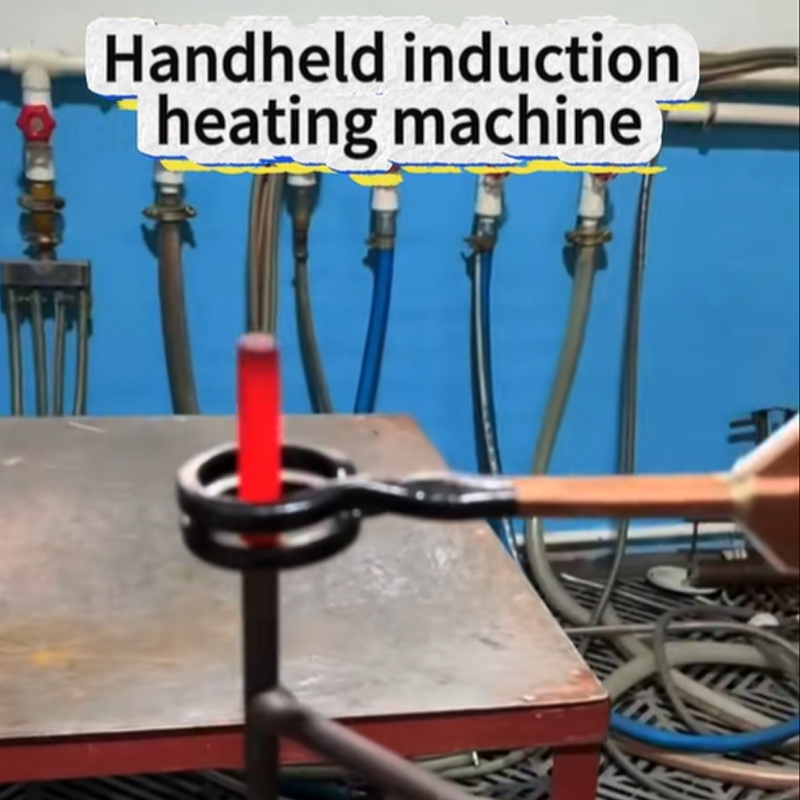
Dës induktiounsneutral Härtungsmaschinn ass fir Wärmebehandlungsatelieren entwéckelt ginn, fir präzis Härtungs- a Temperprozesser op Stolstangen a Eisenblieder duerchzeféieren. Si applizéiert kontrolléiert Induktiounsheizung fir eng gläichméisseg Härtung, gefollegt vun engem integréierte Tempersystem fir d'Materialeegeschafte z'optimiséieren. D'Ausrüstung garantéiert eng konsequent Härtheetiefe wärend d'Verzerrung miniméiert gëtt, wat se ideal mécht fir Automobilkomponenten, Bauarméierungsstangen an industriell Metalldeeler, déi eng verbessert Verschleißbeständegkeet a strukturell Integritéit erfuerderen. Säin automatiséierte Betrib ass gëeegent fir grouss Produktiounslinnen, wou eng widderhuelbar Wärmebehandlungsqualitéit entscheedend ass. De System hält verschidden Dimensioune vun den Werkstécker a kann op spezifesch Legierungsufuerderunge personaliséiert ginn.
Konfiguratioun a Leeschtung
D'Induktiounsneutralhärtungsmaschinn huet eng robust Konfiguratioun, déi eng Héichfrequenz-Stroumversuergung (50-500 kHz), Präzisiounsinduktiounsspulen mat justierbarer Steigung, en integréierte Läschsprëtzsystem an eng PLC-gesteiert Anhärteeenheet ëmfaasst. Säi gehärtete Stahlrahmen ënnerstëtzt Werkstécker bis zu 12 m Längt an 150 mm Duerchmiesser, mat automatiséierten Zufuhrraten vun 0,1-3 m/min.
D'Leeschtungsmetriken enthalen eng séier Erhëtzung op 850-950°C bannent Sekonnen, wouduerch eng eenheetlech Gehäusedéift vun 1-15mm (±0.2mm Toleranz) mat enger Uewerflächenhäert vu bis zu 62 HRC erreecht gëtt. Déi uschléissend Anhärtungsphase funktionéiert bei 150-650°C mat enger Stabilitéit vu ±5°C, wouduerch d'Brëchegkeet reduzéiert gëtt an 90-95% vun der initialer Häert erhale bleift. D'Energieeffizienz erreecht 85% duerch e regenerativen Energiedesign, wouduerch 2-8 Tonnen/Stonn mat enger Verzerrungsquote vu ≤0.1% veraarbecht ginn.
Echtzäit-IR-Pyrometer an agebaute Härtemesser garantéieren eng konsequent Qualitéit, während d'HMI-Interface Parametervirastellungen fir iwwer 200 Stolqualitéiten erméiglecht, dorënner AISI 1045, 4140 an duktilt Eisen. De System entsprécht den ISO-Sécherheetsnormen, mat waassergekillte Komponenten an Noutstopp. Optional roboterbaséiert Belaaschtung an Industrie 4.0 Datenprotokolléierung si fir intelligent Fabrécksintegratioun verfügbar.
Technesch Spezifikatiounen
1. Leeschtung & Frequenzberäich:
Stroumzugang: 380V 3-Phasen (50/60Hz) mat justierbarer Ausgangsleistung vun 3kW bis 120kW.
Frequenzoptiounen: Mëttel (1-10kHz), Héich (20-100kHz) oder Ultrahéich (100-500kHz) fir präzis Déiftkontrolle.
2. Kompatibilitéit vum Werkstéck:
Veraarbecht Stolstangen (Duerchmiesser Φ0,1 mm–150 mm) a Eisenblieder bis zu enger Längt vun 12 m.
Ënnerstëtzt Materialien wéi Kuelestol, Legierungsstol, Edelstol a duktilt Eisen.
3. Temperaturkontroll:
Ofkillung: Schnell Erhëtzen op 850–950°C (±5°C) mat Waasser-/Spraykillung.
Anhärtung: Programméierbare Beräich vun 150–650°C (±3°C) nom Ofkillen.
4. Automatiséierung & Präzisioun:
PLC-gesteiert Zufuhrgeschwindegkeet (0,1–3 m/min) a CNC-Positionéierung (0,1 mm Genauegkeet).
Echtzäit-IR-Pyrometer an Integratioun vu Härtetesten.
5. Zertifizéierungen & Sécherheet:
CE, ISO, RoHS konform mat Multi-Schutz (Iwwerstroum/Spannung, Waassermangel.
Energiespuerend Design (bis zu 70% Energiereduktioun am Verglach mat traditionelle Methoden)
6. Optional Funktiounen:
Roboterbelueden/entlueden oder Industrie 4.0 Datenprotokolléierung.
Personnaliséiert Spulendesignen fir komplex Geometrien
Applikatiounsszenarien: